Сварочные аппараты переменного тока
Выпрямительные установки имеют более высокий КПД. Кроме того, следует отметить такие важные преимущества их, как отсутствие вращающихся частей, малую массу, небольшие габариты и дешевизна. Важным преимуществом являются также их высокие динамические свойства вследствие меньшей электромагнитной инерции. Сила тока и напряжение при изменении режима работы сварочной цепи изменяются практически мгновенно. Используемая трехфазная мостовая система выпрямления обеспечивает меньшую пульсацию выпрямленного тока и более равномерную нагрузку фаз силовой сети переменного тока.
6.4. Сварочные аппараты переменного тока
Применяемые на заводах и на строительно-монтажных площадках сварочные аппараты переменного тока подразделяют на четыре основные группы:
1. С отдельным дросселем типа СТЭ.
2. Со встроенным дросселем типа СТН и ТСД.
3. С подвижным магнитным шунтом типа СТАН.
4. С увеличенным магнитным рассеянием и подвижной обмоткой типа ТС и ТСК.
Эти группы отличаются по конструкции и по электрической схеме. Сварочные аппараты состоят из понижающего трансформатора и специального устройства. Трансформатор обеспечивает питание дуги переменным током напряжением 60…70 В, а специальное устройство служит для создания падающей внешней характеристики и регулирования величины сварочного тока.
|
|
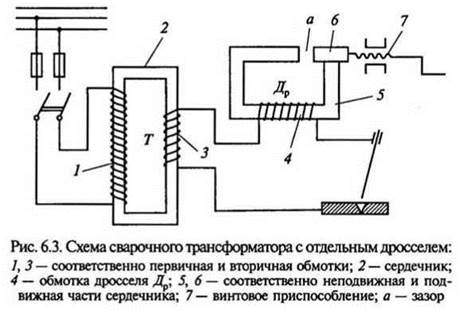
Сварочные аппараты с отдельным дросселем (рис. 6.3) состоят из понижающего трансформатора и дросселя. Трансформатор име ет сердечник (магнитопровод) 2 из штампованных пластан, изготовленных из
тонкой трансформаторной стали толщиной 0,5 мм. На сердечнике расположены первичная 1 и вторичная 3 обмотки. Первичная обмотка из изолированной проволоки подключается к сети переменного тока напряжением 220 или 380 В. Во вторичной обмотке, изготовленной из медной шины, индуцируется ток напряжением 60…70 В. Небольшое магнитное рассеивание и малое омическое сопротивление обмоток обеспечивают незначительное внутреннее падение напряжения и высокий КПД трансформатора. Последовательно вторичной обмотке в сварочную цепь включена обмотка 4 дросселя Др (регулятора тока). Сердечник (магнитопровод) дросселя набран из пластин тонкой трансформаторной стали и состоит из двух частей: неподвижной 5, на которой расположена обмотка дросселя, и подвижной 6, перемещаемой с помощью винтового приспособления 7.
Дроссель предназначен для регулирования сварочной силы тока и создания падающей внешней характеристики трансформатора на дуге. При возбуждении дуги (при коротком замыкании) большой ток, проходя через обмотку дросселя, создает мощный магнитный поток, наводящий ЭДС дросселя, направленную против напряжения трансформатора. Вторичное напряжение, развиваемое трансформатором, полностью поглощается падением напряжения в дросселе. Напряжение в сварочной цепи почти достигает нулевого значения.
При возникновении дуги сварочная сила тока уменьшается; вслед за этим уменьшается ЭДС самоиндукции дросселя, направленная
против напряжения трансформатора, и в сварочной цепи устанавливается рабочее напряжение, необходимое для устойчивого горения дуги, меньшее, чем напряжение холостого хода. Изменяя величину зазора а между неподвижным и подвижным магнито — проводом, изменяют индуктивное сопротивление дросселя и тем самым силу тока в сварочной цепи. При увеличении зазора магнитное сопротивление магнитопровода дросселя увеличивается, магнитный поток ослабевает, уменьшается ЭДС самоиндукции катушки и ее индуктивное сопротивление. Это приводит к возрастанию сварочной силы тока. При уменьшении зазора сварочная сила тока уменьшается.
По этой схеме изготовлены и эксплуатируются сварочные трансформаторы типа СТЭ. Такие трансформаторы широко применяются на строительномонтажных площадках, на заводах и при сварке магистральных трубопроводов.
|
|

Сварочные аппараты со встроенным дросселем (рис. 6.4). Магнитопровод трансформатора состоит из основного сердечника 7, на котором расположены первичная и вторичная 6 обмотки собственно трансформатора, и добавочного сердечника 4 с обмоткой дросселя 5 (регулятор силы тока). Добавочный магнитопровод расположен над основным и состоит из неподвижной и подвижной частей, между которыми при помощи винтового механизма 3 устанавливается необходимый воздушный зазор а.
|
|
Регулирование сварочной силы тока производится изменением воздушного зазора а: чем больше зазор а, тем больше сварочная сила тока.
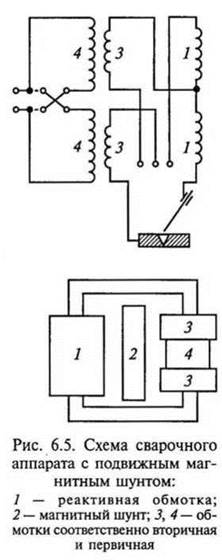
Сварочные аппараты с подвижным
магнитным шунтом (рис. 6.5) имеют целый замкнутый магнитопровод, у которого на одном стержне расположены первичная 4 и вторичная 3 обмотки, а на другом — реактивная обмотка 1. Между ними находится стержень — магнитный шунт 2. Шунт замыкает магнитные потоки, создаваемые первичной и реактивной обмотками. При этом образуются магнитные потоки рассеяния, которые создают значительное индуктивное сопротивление. Таким образом обеспечивается падающая внешняя характеристика трансформатора.
Регулирование сварочной силы тока производится перемещением магнитного шунта вдоль направления магнитного потока. При выдвижении шунта рассеяние магнитных потоков первичной и реактивной обмоток уменьшается, вследствие чего уменьшается индуктивное сопротивление трансформатора. При этом значение сварочной силы тока возрастает. На таком принципе работают сварочные аппараты типа СТАН-0 и СТАН-1.
Сварочные аппараты с увеличенным магнитным рассеянием и подвижной обмоткой без дросселя. Трансформатор имеет магнитопровод в виде стержней, на которых расположены по две катушки: одна с первичной обмоткой, а вторая со вторичной обмоткой. Катушки обмоток соединены параллельно. Первичная катушка закреплена неподвижно. Катушка вторичной обмотки перемещается винтовым механизмом вручную. Регулирование сварочной силы тока осуществляется путем изменения расстояния между катушками первичной и вторичной обмоток трансформатора. Чем меньше расстояние между катушками обмоток, тем больше сварочная сила тока. Поэтому принципу изготовлены трансформаторы типа ТС и ТСК с алюминиевыми обмотками.
Трехфазные сварочные трансформаторы применяют при сварке трехфазной дугой спаренными электродами. Применение трехфазных сварочных аппаратов имеет большое экономическое значение, так как они обеспечивают высокую производительность, экономию электроэнергии (КПД достигает 0,9) и равномерную загрузку фаз сети при высоком коэффициенте мощности (cos <р < 0,8). Однако сварка трехфазным током получила ограниченное применение ввиду сложности сварочного оборудования и непригодности для сварки в потолочном и вертикальном положениях.
6.5. Электробезопасность сварочных работ
Защита от поражения электрическим током. При исправном состоянии оборудования и правильном выполнении сварочных работ возможность поражения током исключается. Однако в практике поражения электрическим током происходят вследствие неисправности сварочного оборудования или сети заземления, неправильного подключения сварочного оборудования к сети, неправильного ведения сварочных работ.
В этих случаях поражение от электрического тока происходит при прикосновении к токонесущим частям электропроводки и сварочной аппаратуры. Величина силы тока, проходящей через организм человека, зависит от его электрического сопротивления. Это сопротивление определяется не только условиями труда, но и состоянием здоровья человека. Опасность поражения сварщика и подсобных рабочих током особенно велика при сварке крупногабаритных резервуаров, во время работы внутри емкостей лежа или полулежа на металлических частях свариваемого изделия или при выполнении наружных работ в сырую погоду, в сырых помещениях, котлованах, колодцах и др.
Поэтому сварочные работы должны выполняться при соблюдении основных условий безопасности труда. Корпус сварочного агрегата или трансформатора должен быть заземлен. Заземление осуществляется, как правило, с помощью медного провода, один конец которого закрепляется к корпусу сварочного генератора или трансформатора к специальному болту с надписью «земля», а второй конец присоединяется к заземляющей шине. Заземление передвижных сварочных аппаратов и генераторов производится до их включения в силовую сеть, а снятие заземления — только после отключения от силовой сети. При наружных работах сварочные агрегаты и трансформаторы должны находиться под навесом, в палатке или в будке для предохранения от дождя и снега. При невозможности соблюдения таких условий сварочные работы во время дождя или снегопада не производят, а сварочную аппаратуру укрывают от воздействия влаги.
Для подключения сварочных аппаратов к сети должны использоваться настенные ящики с рубильниками, предохранителями и зажимами. Длина проводов сетевого напряжения не должна превышать 10 м. При необходимости нарастить провод применяют соединительную муфту с прочной изоляционной массой или провод с электроизолирующей оболочкой. Провод подвешивается на высоте 2,5…3,5 м. Спуски следует заключать в металлические трубы. Вводы и выводы должны иметь втулки или воронки, предохраняющие провода от перегибов, а изоляцию от порчи. Все сварочные провода должны иметь исправную изоляцию и соответствовать применяемым токам. Например, для сварочной цепи при сварочной силе тока 100 А необходимо применять провода марки ПР или ПРГ сечением не менее 10 мм2, при силе тока до 300 А сечение должно быть не менее 50 мм2, а при силе тока 600 А — 100 мм2. Применение оголенных проводов и проводов с ветхой и растрепанной изоляцией запрещается. При работах внутри резервуара или при сварке сложной металлической конструкции к сварщику назначают дежурного наблюдателя, который должен обеспечить безопасность работ и при необходимости оказать первую помощь.


