вопросы к гиа по робототехники
Вопросы к ГИА специализация
«Техника и техническое творчество. Основы робототехники»
для студентов очной, полной формы обучения
Область применения и характеристики промышленных роботов.
Ответ: Промышленные роботы (ПР) предназначены для замены монотонного физического труда человека, выполнения работ в агрессивной по отношению к человеку среде (при высоких температурах, в радиационной или загрязненной вредными примесями атмосфере и т. п.), повышения производительности труда и качества изделий за счет устранения субъективных ошибок рабочего, обеспечения условий для полной автоматизации производства. В настоящее время промышленные роботы применяются в сварочном, окрасочном, кузнечно-прессовом производствах, на сборочных и транспортно-складских операциях, при механической и термической обработке металлов.
Технические характеристики промышленных роботов следующие:
Номинальная грузоподъемность – максимальная масса предметов производства, которыми робот может манипулировать. Погрешность позиционирования – характеризует отклонение положения рабочего органа манипулятора от заданного. В зависимости от точности выполняемых работ погрешность позиционирования может изменяться от + 5 мм до + 0,1 мм Размеры рабочей зоны – пространство, в котором может находится рабочий орган манипулятора
Функциональные возможности робота в рабочей зоне определяются числом степеней свободы манипулятора.
Устройство роботов.
Ответ: Роботы включают в себя три взаимодействующие системы: исполнительную, информационную и управляющую.
Исполнительная система – это механизм, воспроизводящий сложные пространственные движения, с целью перемещения предметов и (или) инструментов и приспособлений по заданной траектории. В исполнительную систему входит манипулятор и в общем случае устройство передвижения робота. Манипулятор (механическая рука) состоит из несущих конструкций, приводов, передаточных и исполнительных механизмов. Манипулятором обеспечиваются ориентирующие и транспортирующие движения.
Информационная система служит для сбора и передачи в устройство управления данных о состоянии окружающей среды и функционировании робота. В нее входят датчики обратной связи по различным параметрам.
Датчики внутренней информации сигнализируют о состоянии робота (положении и скорости движения звеньев манипулятора, усилия в них и т. д.) По сигналам этих датчиков производится коррекция в системе управления для обеспечения точности и качества робота.
Датчики внешней информации предназначены для оценки внешней среды и состояния объектов манипулирования.
Система управления обеспечивает формирование и выдачу управляющих сигналов в соответствии с заданной программой управления. По объему информации в управляющей программе, системы управления разделяют на жестко программируемые и адаптивные.
Классификация промышленных роботов.
Ответ. Промышленные роботы подразделяются по производственно-технологическим признакам на три группы: 1-производственные, или технологические (ППР), выполняющие основные операции технологических процессов;
2- подъемно-транспортные, или вспомогательные (ПТПР), выполняющие вспомогательные действия типа "взять — перенести — положить";
3- универсальные (УПР), выполняющие различные (и основные, и вспомогательные) операции.
По специализации промышленные роботы подразделяются на специальные, выполняющие строго определенные технологические операции или обслуживающие конкретные модели технологического оборудования;
специализированные, или целевые, предназначенные для выполнения технологических операций одного вида (сварка, сборка, окраска и т. п.) или для обслуживания определенной группы моделей технологического оборудования, объединенных общностью манипуляционных действий;
универсальные, или многоцелевые, предназначенные для выполнения как основных, так и вспомогательных технологических операций различных видов и с различными группами моделей технологического оборудования.
Система координат промышленных роботов.
Ответ. Система координат (СК), или система координатных перемещений, ПР определяет кинематику основных движений и форму рабочей зоны (зоны обслуживания манипулятора). Системы координат бывают двух видов: прямоугольные и криволинейные.
1. Плоская прямоугольная СК.
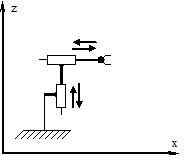
Рис. 1
Объект манипулирования перемещается в одной плоскости за счет 2-х взаимно перпендикулярных направлений.
Пространственная прямоугольная СК. (См. рис.2)
Отличается относительной простотой и целесообразна при прямолинейном перемещении УЗ.
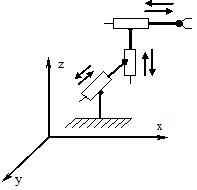
Рис. 2
3. Плоская полярная СК. (См. рис. 3)
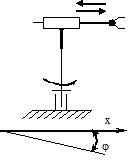
Рис. 3. Перемещение объекта происходит в одной плоскости в направлении радиус-вектора r
и угла поворота j.
4. Цилиндрическая СК. (Рис.4)
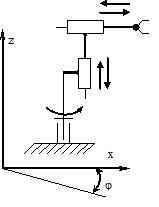
Рис. 4 . Характеризуется перемещением объекта в основной координатной плоскости в направлениях r и j, а также по нормали к ней z.
5. Сферическая (полярная) СК. (Рис.5)
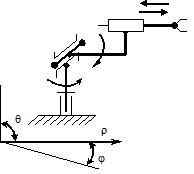
Рис. 5
Перемещением объекта манипулирования в пространстве осуществляется за счет линейного движения руки промышленного робота на величину r и ее угловых перемещений j и q в двух взаимно перпендикулярных плоскостях. Плоские полярные, цилиндрические и сферические перемещения объекта манипулирования являются наиболее распространенными в криволинейной СК. Разновидностью последней являются ангулярная (угловая) плоская и ангулярная пространственная (цилиндрическая или сферическая) СК.
Приводы механизмов роботов и их основные технические характеристики
Ответ: В роботах используют пневматические, электрогидравлические и электрические приводы. Тип привода определяет динамические, точностные и энергетические характеристики робота. Электрические и гидравлические приводы используют в ПР грузоподъемностью до 20 кг. При грузоподъемности свыше 100 кг применяют в основном электрогидравлические приводы. В роботах, для работы с миниатюрными изделиями используют пневматические или электрические приводы.
Работа приводов в роботах имеет ряд особенностей: для обеспечения нужной степени подвижности (обычно 6…7) робот должен иметь соответствующее количество двигателей, для которых необходимо групповое управление.
Электроприводы в последнее время находят в ПР все более широкое применение. Их основные достоинства: компактность, быстродействие, высокий крутящий момент при максимальной скорости, надежность, простота обслуживания. Недостатками являются: зависимость скорости от нагрузки, необходимость дополнительных передаточных механизмов между двигателем и рабочим органом.
Чаше применяют электродвигатели постоянного тока. Их номинальная мощность находится в пределах от 0,04 до 1.1 кВт, номинальная частота вращения — от 3000 до 750 об/мин.
В последнее время получили распространение дискретные приводы с шаговыми двигателями.
Мощность электродвигателя (Вт) на выходном валу определяют по формуле:
Р = (1,1…1,5) (Тст + Тт)n/9,55
Где 1,1…1,5 – коэффициент, учитывающий превышение действующего на двигатель реального момента над статическим;
Тст и Тт – статический и тормозной моменты нагрузки двигателя;
N – максимальная частота вращения вала двигателя.
Рабочие органы манипуляторов.
Ответ: Рабочие органы манипуляторов служат для взаимодействия с объектами внешней среды и делятся на захватные устройства и рабочий инструмент. Рабочие органы могут быть постоянными и съемными, в том числе с возможностью их автоматической замены в ходе выполнения операции.
Захватные устройства предназначены для того, чтобы брать объект, удерживать его при манипулировании и освободить по окончании этого процесса. Основные типы захватных устройств – это механические устройства-схваты, пневматические и электромагнитные. Кроме того, существует большое количество различных комбинаций этих типов захватных устройств (например, клейкие захватные устройства, накалывающие устройства, накалывающие, использующие аэродинамическую подъемную силы и т. п.).
Схват – это аналог кисти руки человека. Самые простые схваты напоминают обычные плоскогубцы, но снабженные приводом. Так же распространенным типом захватных устройств являются вакуумные захватные устройства, использующие вакуумные присоски, которые удерживают объекты за счет разряжения воздуха в полости между присоской и захватываемым объектом.
Рабочий инструмент, с помощью которого робот выполняет технологические операции (нанесение покрытий, сварка, завинчивание гаек и пр.) непосредственно крепится к манипулятору. Часто при этом к инструменту необходимо обеспечить подвод энергии или какого-либо рабочего тела.
7. 0бъемные гидромашины
Гидромашина – это устройство, создающее или использующее поток жидкой среды. Посредством этого устройства происходит преобразование подводимой механической энергии привода в энергию потока рабочей жидкости или использование энергии потока рабочей жидкости для совершения полезной работы. Объемная гидромашина – это гидромашина, в которой взаимодействие ее рабочего органа с жидкостью происходит в герметичной рабочей камере, попеременно сообщающейся с входом и выходом гидромашины. Под рабочей камерой объемной гидромашины понимается ограниченное пространство внутри машины, периодически изменяющее свой объем и попеременно сообщающееся с местами входа и выхода жидкости.
В зависимости от того, как взаимодействуют гидромашины с потоком жидкости, их разделяют на насосы или гидродвигатели.
Гидронасос служит для преобразования механической работы в энергию потока рабочей жидкости. Гидродвигатель преобразует энергию потока рабочей жидкости в механическую работу. Гидромашины, по конструкции и своему принципу действия разделяются на поршневые и роторные.
Рабочими характеристика гидромашин являются: H – напор, м;
Q – подача насоса (расход, потребляемый гидродвигателем) – объем жидкости, перемещаемый по трубопроводы в единицу времени м3/с;
частота вращения вала насоса (двигателя – n, об/с, или с-1;
для поршневых гидромашин – скорость перемещения поршня v, м/с;
полезная и потребляемая мощности, Вт;
коэффициент полезного действия (КПД) η.
8. Преимущества и недостатки объемных гидроприводов
Ответ. Регулируемые объемные гидроприводы широко используются в качестве приводов технологического оборудования, робототехнических устройст, дорожных строительных и транспортных машин. Широкое применение объясняется следующими преимуществами этого типа привода по сравнению с механическими и электрическими приводами.
Основные преимущества следующие:
1. Высокая удельная мощность гидропривода, т. е. передаваемая мощность, приходящаяся на единицу суммарного веса элементов. Этот параметр в 3…5 раз выше, чем у электрических.
2. Обеспечивается возможность бесступенчатого регулирования скорости выходного звена гидропривода в широком диапазоне.
3. Высокое быстродействие гидропривода. Это обусловлено малым моментом инерции исполнительного органа гидродвигателя (момент инерции вращающихся частей гидромотора в 5…10 раз меньше, момента инерции электродвигателя).
4. Возможность простого и надежного предохранения элементов гидропривода от перегрузок.
5. Простота преобразования вращательного движения в возвратно-поступательное.
Основные недостатки гидроприводов.
1. Сравнительно невысокий КПД гидпропривода и большие потери энергии при ее передаче на большие расстояния.
2. Зависимость характеристик гидропривода от условий эксплуатации (температура, давление).
3. Чувствительность к загрязнению рабочей жидкости и необходимость высокой культуры обслуживания.
9. Классификация и особенности материалов бытового назначения.
Ответ. Единой классификации материалов бытового назначения не существует. В то же время все эти материалы можно рассматривать, разделяя на группы, исходя из их физико-химических свойств. В частности, это материалы применяемые при отделке жилых помещений, приготовлении пищи, материалы из которых производится одежда и обувь, электротехнические материалы (электроприборы, провода и пр.).
Основными особенностями материалов бытового назначения являются их экологичность и возможность создания из них экологичных изделий и конструкций. Экологичный материал отвечает по своим свойствам физиологическим особенностям человеческого организма и не вызывает у человека аллергических и тем более хронических заболеваний при длительном пользовании изделиями из этих материалов.
Примерами большей экологичности являются бытовые изделия, с покрытиями из хромо-никелевого сплава и сделанные из титана, по сравнению с изделиями из стали и меди. Так же примером могут служить изделия из натуральной древесины, по сравнению с созданными из синтетических полимеров.
10. Электротехнические материалы, используемые в быту и техническом творчестве.
Ответ. Электротехнические материалы, используемые в быту и техническом творчестве подвергаются особому контролю, поскольку большое количество тяжелых травм, включая травмы со смертельным исходом, возникают при неправильном пользовании электроприборами. Важной характеристикой таких материалов является их устойчивость к нагреванию и их негорючесть при высоких температурах. Такие материалы (изоляционные покрытия проводов и токопроводящих частей электроприборов) не должны загораться в случае короткого замыкания.
Среди основных свойств электроматериалов можно выделить следующие: электропроводность, термостойкость, механические характеристики, обеспечивающие прочность при растяжении и изгибе (особенно важно для электропроводов), для многих изделий в техническом творчестве еще одной важной характеристикой является воздухо — и влагонепроницаемость.
11. Металлы и сплавы применяемые в техническом творчестве.
Ответ. Распространение в техническом творчестве получили металлы и сплавы, которые легко подвергаются механической обработке или имеют относительно небольшую температуру плавления, что позволяет использовать технологию литья для получения различных моделей (создание копий реальных объектов).
Самыми распространенными материалами являются низкоуглеродистые стали (простота обработки и низкая стоимость); алюминиевые сплавы (малая плотность и легкость механической обработки); медные сплавы – бронзы и латуни (простота изменения формы, при обработке давлением.
Для создания изделий методом литья применяют сплав на основе олова и свинца, но в последние годы их вытесняют композиции на неметаллической основе.
12. Полимерные материалы и технологии их применения в техническом творчестве.
Ответ. При применении полимерных материалов следует учитывать ряд их характеристик, которые делают их удобными для применения в техническом творчестве и, одновременно усложняют их обработку.
Среди этих характеристик следует выделить относительно низкую температуру плавления, по сравнению с металлами и наличие вязкого состояния при нагреве. Именно поэтому полимерные материалы нельзя обрабатывать быстрорежущим электроинструментом, нагревать до высоких (более 100 – 1200С) температур и подвергать значительным механическим нагрузкам, поскольку по прочности большинство полимеров в значительной степени уступают металлам.
Одновременно полимеры легко обрабатываются ручным инструментом и в отсутствие нагрева инертны по отношению к окружающей среде.
Важной характеристикой, способствующей применению полимеров в техническом творчестве является возможность придания им различных цветов, как на стадии формирования изделия, так и при последующей его отделке.
Для термопластичных полимеров необходимо соблюдение температурного режима при их эксплуатации. Это является недостатком при промышленном использовании, но становится полезным в техническом творчестве, так как дает возможность легко изготавливать мелкие детали методом литья и экструзии.
Реактопласты более сложны в применении, поскольку переделать или изменить параметры сделанной из них детали практически невозможно.
При работе с полимерными материалами необходимо учитывать легкость их возгорания и соблюдать правила пожарной безопасности.
13. 0храна труда учащихся при проведении практических занятий по технологии
Ответ. Помещения должны отвечать требованиям охраны труда в отношении площади, высоты, освещения, температурно-влажного режима, размещения оборудования, электро и пожаробезопасности. Учитель технологии должен знать, что к занятиям по технологии допускаются учащиеся, прошедшие медицинский осмотр и не имеющие противопоказаний по состоянию здоровья. Кроме того, необходимо иметь в виду, что к ручной обработке древесины, металла, к работе на сверлильном станке допускаются учащиеся с 5-го класса (под руководством учителя), к работам на станках (токарном, фрезерном) — с 7-го класса, а на заточном, круглопильном (циркульном) и деревофуговальном — не допускаются. Перед началом занятий учителем проводится первичный инструктаж на рабочем месте с показом безопасных приемов работы. Инструктаж проводится всякий раз, когда меняется характер работы и инструменты для ее выполнения. Перед началом работы проверяется исправность инструмента и оборудования, готовность учащихся к выполнению работы (застегнуты рукава халатов, убраны волосы под берет), при выполнении работ с образованием древесной пыли и стружки включить вытяжную вентиляцию. Во время работы необходимо проверить правильность крепления заготовок, исправность инструмента, использование его по назначению; не допускается захламления рабочего места отходами, стружкой. Учащиеся не должны отвлекаться во время работы, обязаны соблюдать правила электробезопасности и пожаробезопасности. По окончанию работы рабочее место должно быть убрано, отходы сложены в места их хранения, инструмент очищен и сдан, спецодежда очищена от пыли и стружки. Учащиеся должны вымыть руки с мылом, использовать чистое полотенце или рукосушители.
14. Санитария в школьных учебно-производственных мастерских
Ответ. Помещения школьных мастерских должны удовлетворять всем существующим нормам санитарных, противопожарных, строительных правил и правилам устройства электроустановок. Помещения должны быть сухими и светлыми, располагаться, как правило, на первом этаже, изолированно от классных помещений.
Полы помещений должны быть гладкими, не скользкими, не образующими и легко удалять пыль; кроме того, они должны бать теплыми, устойчивыми к ударам и стойкими к маслам и к агрессивным жидкостям, растворителям.
Стены и потолки должны покрываться эмульсионными красками, не размываемыми при протирке их влажными материалами. Для обеспечения нормального температурно-влажностного режима мастерские оборудуются приточно-вытяжной вентиляцией, а при необходимости — местной вентиляцией. В мастерских устанавливаются умывальники с горячим водоснабжением, должны быть чистые полотенца или электрорукосушитель. Предусматривается установка вешалок для чистой одежды и шкафов для спецодежды.
Для оказания первой медицинской помощи должны быть аптечки с медикаментами первой необходимости.
15. Производственная санитария и техника безопасности в классах общеобразовательных учебных заведений
Ответ. Производственная санитария и техника безопасности — это система организационных и технических мероприятий, обеспечивающих безопасные условия труда по следующим направлениям:
– обеспечение нормального температурного режима в классах и кабинетах (16°С… .20°С).
– поддержание в нормированных пределах состава воздушной среды. Это требование обеспечивает вентиляционно — регулируемый воздухообмен в классах, при котором воздух в помещения поступает чистым.. Для обеспечения чистоты воздуха необходима ежедневная влажная уборка помещения.
– Освещение рабочих мест. Осуществляется в соответствии с нормами освещенности, которыми установлено 8 разрядов зрительных работ. Наилучшим видом естественного освещения является левостороннее с применением солнцезащитных установок. При недостатке естественного освещения применяется искусственное освещение.
– Окраска стен, столов, парт должна быть выполнена в светлых тонах, классная доска — в темно-зеленых.
– Планировка помещения (размещение оборудования) должно обеспечивать левостороннее естественное освещение, оптимальную величину проходов, расстояний от доски до первой и последнего ряда столов (парт).
– Соответствие параметров рабочего места антропометрическим данным учащихся.
16. Пожаробезопасность и электробезопасность при проведении уроков технологии
Ответ. Ответственность за пожарную безопасность при проведении уроков технологии несут преподаватель и заведующий мастерской. Они обязаны:
– обеспечить соблюдение противопожарного режима следить за исправностью отопления, вентиляции, электроустановок, технического оборудования, немедленно устранять замеченные недостатки.
– обеспечить наличие исправного состояния и готовность к применению первичных средств пожаротушения, связи и сигнализации.
– в случае пожара немедленно организовать вывод людей, вызвать пожарную команду и приступить к ликвидации пожара имеющимися средствами.
Учащиеся должны пройти специальный противопожарный инструктаж, знать и строго выполнять правила пожарной безопасности, правила пользования первичными средствами пожаротушения.
Во время занятий должны соблюдаться следующие меры пожарной и электробезопасности:
– отходы, обтирочные материалы должны складываться в специальные закрывающиеся ящики — контейнеры).
– Не захламлять рабочие места, оставлять свободными проходы и проезды.
– Следить за исправностью электропроводок, розеток, вилок, электроинструментов.
17. 0бязанность учителя по обеспечению безопасных условий труда на уроках технологии
Ответ. — учитель, наряду с заведующим мастерской применяет все необходимые меры для создания безопасных условий труда на уроках технологии.
— обеспечивает выполнение всех действующих инструкций по охране труда, пожарной безопасности и электробезопасности.
— обеспечивает безопасность состояния рабочих мест, оборудования, приборов, инструментов, санитарного состояния помещений.
— проводит инструктаж учащихся по технике безопасности на рабочем месте, с показом безопасных приемов работы, с оформлением инструктажа в журнале.
— не допускает учащихся к работе без спецодежды и защитных приспособлений.
— приостанавливает работы или занятия в связи с возникновением опасности для жизни и докладывает об этом руководству школы (учебного учреждения).
— немедленно докладывает руководителю учреждения о каждом несчастном случае.
— отвечает за несчастный случай, произошедший в результате невыполнения возложенных на него обязанностей.
18. Основные методы механической обработки конструкционных материалов и их сравнительные характеристики
Ответ. Среди методов обработки конструкционных материалов можно выделить следующие: обработка резанием (точение, шлифование, полирование, пиление, строгание, фрезерование), обработка давлением (ковка, прокатка, штамповка), обработка плавлением (литье), электрофизическая и электрохимическая обработка.
Для образовательной области «Технология» наиболее распространенным в процессе обучения способом обработки является обработка резанием. Это вызвано особенностями психолого-физиологических параметров учащихся и ограничениями, налагаемыми правилами охраны труда.
При обработке резанием происходит воздействие режущего инструмента на поверхность обрабатываемой детали.
Токарная обработка включает обработку наружных поверхностей заготовок, имеющих ось вращения (цилиндрических, конических, фасонных), расточки отверстий, подрезания торцов и уступов, отрезание и резки металла, нарезка наружной и внутренней резьбы. При этом заготовка вращается относительно своей оси, и инструмент (резец) перемещается поступательно относительно обрабатываемой поверхности.
Сверления и рассверливание.
Сверление – метод получения цилиндрических отверстий в сплошном материале. Сверление выполняют спиральными сверлами из высококачественной стали, а также сверлами с режущими кромками из твердых сплавов. При работе сверлильного станка сверло закрепляется в шпинделе станка и делает одновременно вращательное движение резания и поступательное движение подачи. Деталь при этом неподвижна.
Кроме сверления отверстий часто приходится увеличивать диаметр уже существующих отверстий, осуществляется рассверливанием (при диаметрах отверстий до 80 мм).
 |
Фрезерование
Фрезерование – метод обработки резанием посредством многолезвийных инструмента — фрезы. Фрезерование — один из наиболее продуктивных и распространенных видов механической обработки плоскостей, фасонных поверхностей, канавок, пазов.
При обработке фреза совершает вращательное движение (движение резания) а заготовка, что перемещается поступательно (движение подачи).
Шлифование
Шлифовка – метод обработки с помощью абразивных материалов (алмаз, корунд, наждак, карбид бора и др.). При шлифовании острые кромки граней зерен срезают с поверхности тонкий слой металла (0,05 — 0,005 мм). Малая толщина стружки и высокие скорости резания обусловливают применение шлифовки как способа окончательной обработки, когда необходимо обеспечить высокую точность и чистоту поверхности обрабатываемой детали. При вращении шлифовальный круг срезает слой металла (движение резания) с детали, перемещающийся (движение подачи) относительно круга в продольном и поперечном направлениях
Вследствие высокой твердости абразивных материалов шлифованием обрабатывают металлические поверхности после термической и химико-термической обработки.
19. Технологический процесс изготовления детали и его структура
Ответ. Технологический процесс — часть производственного, содержащего целенаправленные действия по изменению и последующему определению состояния предмета производства. Технологический процесс изготовления детали разбивается на операции, выполняемые на рабочих местах.
Рабочее место определяется как часть производственной площади цеха, на
которой размещены один или несколько исполнителей работы и обслуживаемая ими технологическая единица оборудования, а также оснастка и предметы производства.
Операция — законченная часть технологического процесса (ТП), выполняемая на одном рабочем месте и охватывающая все последовательные действия рабочего и станка при обработке заготовки. По продолжительности операции определяют станкоемкость, трудоемкость, количество рабочих, оборудования, инструмента, ведут все оперативное планирование. Структуру технологической операции составляют — переход, рабочий ход, вспомогательный ход, установ, позиция, прием, элемент приема.
20. 0бщие принципы технологической подготовки производства
Ответ. Технологическая подготовка производства включает:
— проработку конструкции изделия на технологичность с привлечением службы маркетинга;
— технологическое сопровождение разработки конструкции изделия;
— проектирование технологических процессов сборки и изготовления деталей, при этом разрабатываются технические задания на проектирование специальной оснастки, средств механизации и автоматизации;
— проектирование и изготовление требуемой технологической оснастки;
— приобретение недостающего и модернизация существующего оборудования;
— приобретение инструмента и других необходимых средств и материалов для выполнения технологических процессов;
— внедрение и отладку запроектированных технологических процессов.
Технологическая подготовка производства (ТПП) представляет собой решение сложной комплексной задачи, ее трудоемкость составляет значительную часть в общей трудоемкости подготовки производства (30-40% в условиях мелкосерийного производства, 40-50% в условиях среднесерийного производства, 50-60% в условиях массового производства).
В целях обеспечения единства требований к технологической подготовке производства изделий на всех предприятиях, повышения качества продукции и сокращения сроков подготовки, был введен Государственный стандарт единой системы технологической подготовки производства (ЕСТПП).
21. Последовательность проектирования технологических процессов изготовления деталей машин
Ответ. Процесс технологического проектирования содержит ряд взаимосвязанных и выполняемых в определенной последовательности этапов. К ним относятся:
— анализ исходных данных;
— технологический контроль чертежа;
— определение типа и организационной формы производства;
— выбор вида исходной заготовки и метода ее получения;
— выбор типа технологического процесса;
— выбор технологических баз и схем базирования заготовок;
— выбор методов обработки поверхностей заготовки;
— проектирование маршрута обработки ;
— разработка структуры операций;
— выбор средств технологического оснащения (оборудования, приспособлений, режущих и измерительных инструментов);
— назначение и расчет режимов обработки;
— нормирование технологического процесса и определение квалификации работы;
— разработка мероприятий по обеспечению требований техники безопасности и производственной санитарии;
— оформление технологической документации.
22. Оборудование, используемое при работе в школьных мастерских на уроках технологии и их технологические возможности. (На примере мастерской деревообработки)
Ответ. Все оборудование, используемое в школьных мастерских можно разделить на инструмент и станочное оборудование. В мастерских по обработке древесных материалов находятся специализированный токарный и фрезерный станки, а также шлифовальный станок для заточки столярного инструмента. К основным инструментам, используемым в мастерских относят: рубанки, стамески различных видов (с плоской и закругленной кромкой), ручные сверла по дереву, надфили (напильники) по дереву, наборы сверл различного диаметра, пилы, долота. Работа в мастерской начинается с подготовки рабочего места, затем заготовки материалов закрепляются на верстаке с помощью струбцин. По средствам измерительного инструмента (линейки, угольники, рулетки) производится разметка (используются столярный карандаш, рейсмус, мелки).
Точность распила материала значительно повышается при использовании универсального стула.
Особое внимание требуется обращение с острозаточенными режущими кромками инструмента.
Обработка древесины ведется последовательно — в начале используется инструмент для более грубой обработки: долота, рубанки, затем для чистовой, например, фуганок.
23. Инструменты, используемые при работе в слесарной мастерской
Ответ. При работе в слесарной мастерской применяются различные по своим технологическим возможностям инструменты. Для разметки металла используют керны и чертилки по металлу из сталей с повышенной твердостью. Разметка проводится при закреплении заготовки в тиски или при фиксации ее на верстаке с помощью струбцин.
Пиление металлических заготовок может проводиться с помощью ножовок по металлу или на специальном станке, в котором пилении производится в токе специальной жидкости. Применяются также специальные отрезные круги, устанавливаемые на специализированном электроинструменте. Для более чистой обработки отрезанных поверхностей может использоваться напильник и наждачная шкурка.
24. Что такое техническое творчество?
Ответ. Техническое творчество – процесс деятельности, создающий качественно новые материальные ценности, создание новых технологий (технологических процессов) или итог создания субъективного нового. Основной критерий, отличающий техническое творчество от производства – уникальность его результата. Результат творчества невозможно прямо вывести их начальных условий. Никто, кроме автора, не может получить в точности такой же результат, если создать для него ту же исходную ситуацию. Таким образом, в процессе творчества, автор вкладывает в материал некие несводимые к трудовым операциям или логическому выводу возможности, выражает в конечном результате какие-то аспекты своей личности. Имеено этот факт придает продуктам технического творчества дополнительную ценность в сравнении с продуктами производства.
Техническое творчество это:
— деятельность, в результате которой происходит создание новых объектов без применения жестких требований стандартов и нормативов;
— создание нового, ценного не только для данного человека, но и для других;
— привнесение личностных аспектов в известные ранее технически ценные объекты (субъективное техническое творчество).
25. Какие существуют стадии творческого мышления в техническом творчестве?
Ответ. Наиболее известно описание последовательности стадий (этапов) творческого мышления, которое дал англичанин Грэм Уоллес в 1926 году. Он выделил четыре стадии творческого мышления:
1. Подготовка – формирование задачи; попытка ее решения;
2. Инкубация – временное отвлечение от задачи;
3. Озарение – появление интуитивного решения;
4. Проверка – испытание и/или реализация решения.
В начале ставится задача и в течение некоторого времени делаются попытки решить ее. За эти следует более продолжительный период, в течение которого человек не думает о так и не решенной задаче, отвлекается от нее. В это время, происходит бессознательная работа над задачей. И наконец, наступает момент, когда внезапно, без непосредственно предшествующих этому размышлений о задаче, в случайной ситуации, не имеющей к задаче никакого отношения, в сознании возникакает ключ к решению. Далее наступает время проверки и реализации решения, которое предполагает реализацию идеи технического творчества в материалах.
Вопросы к ГИА специализация
«Робототехника и техническое творчество»
для студентов очной, полной формы обучения
1. Область применения и характеристики промышленных роботов.
2. Устройство роботов.
3.Классификация промышленных роботов.
4.Система координат промышленных роботов.
5.Приводы механизмов роботов и их основные технические характеристики
6.Рабочие органы манипуляторов.
7.0бъемные гидромашины
8.Преимущества и недостатки объемных гидроприводов
9. Классификация и особенности материалов бытового назначения.
10. Электротехнические материалы, используемые в быту и техническом творчестве.
11. Металлы и сплавы применяемые в техническом творчестве.
12. Полимерные материалы и технологии их применения в техническом творчестве.
13. 0храна труда учащихся при проведении практических занятий по технологии
14. Санитария в школьных учебно-производственных мастерских
15. Производственная санитария и техника безопасности в классах общеобразовательных учебных заведений
16. Пожаробезопасность и электробезопасность при проведении уроков технологии
17. 0бязанность учителя по обеспечению безопасных условий труда на уроках технологии
18. Основные методы механической обработки конструкционных материалов и их сравнительные характеристики
19. Технологический процесс изготовления детали и его структура
20. 0бщие принципы технологической подготовки производства
21. Последовательность проектирования технологических процессов изготовления деталей машин
22. Оборудование, используемое при работе в школьных мастерских на уроках технологии и их технологические возможности. (На примере мастерской деревообработки)
23. Инструменты, используемые при работе в слесарной мастерской
24. Что такое техническое творчество?
25. Какие существуют стадии творческого мышления в техническом творчестве?


