Псевдоцепь
В размерном анализе наиболее трудно правильно и четко сформулировать задачу и построить кратчайшую (основную) размерную цепь. Иногда в размерные цепи ошибочно включают звенья, непосредственно не участвующие в решении поставленной задачи. Расчет такой цепи не имеет смысла. Каждую неверно составленную размерную цепь принято называть псевдоцепью.
Методы расчетов размерных цепей
Для проведения размерного анализа, кроме расчетной схемы, составляют уравнение размерной цепи (вытекающее из условия замкнутости). Это уравнение в общем случае имеет следующий вид:
ξ1 А1 + ξ2 А2 + ξ3 А3 + … + ξm+n Аm+n= 0,
где А1, А2, Аm+п – номинальные значения всех звеньев размерной цепи;
т – число звеньев размерной цепи, включая замыкающее;
п – число увеличивающих звеньев;
ξ1;ξ2,ξ3,ξm+n – (кси) коэффициенты, характеризующие расположение звеньев по величине и направлению или передаточные отношения.
Передаточные отношения показывают степень влияния размера и отклонения составляющего звена на размер, а также отклонение замыкающего звена. В размерных цепях с параллельными звеньями (линейных цепях)
|ξ1| = |ξ2| = |ξ3| = … = |ξm+n| = 1.
Для цепей с непараллельными звеньями передаточные отношения изменяются в пределах: 0 ≤ ξ ≤ 1 – для увеличивающих составляющих звеньев; -1 ≤ ξ ≤ 0 – для уменьшающих составляющих звеньев. При решении линейных размерных цепей коэффициенты ξ (кси) обычно опускают.
При решении прямой и обратной задач размерного анализа расчеты размерных цепей выполняют:
— методом максимума – минимума, при котором учитывают только предельные отклонения составляющих звеньев. Метод обеспечивает полную взаимозаменяемость изделий. Данный метод экономически целесообразен для цепей с небольшим числом звеньев (3…5), составленных из размеров пониженной точности (с большими полями допусков);
— теоретико-вероятностным методом, при котором учитываются законы рассеяния размеров деталей и случайный характер их сочетания при сборке.
Пример. По расчетам проф. А. А. Бородачёва при равной вероятности получения составляющих звеньев с размерами, соответствующими любым точкам полей их допусков, вероятность наихудших сочетаний размеров (всех наибольших или всех наименьших) у девятизначной размерной цепи составляет Р =2∙10-13. Это значит, что если ежедневно выпускать по миллиону комплектов изделий, то крайние сочетания размеров, рассчитанных методом максимума – минимума, будут встречаться в среднем один раз в 10 – 15 тыс. лет.
Теоретико-вероятностным методом следует пользоваться при расчете многозвенных размерных цепей, составленных из размеров с ограниченными допусками. Он позволяет в два и более раза увеличить поле допусков размеров деталей, что снижает стоимость их изготовления и удешевляет изделие в целом.
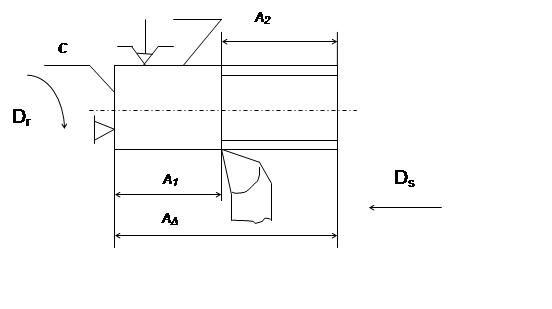
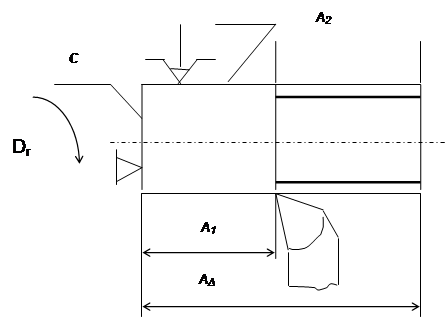
Пример. При обработке по методу автоматического получения размеров заготовку устанавливают в патрон по двойной направляющей В и опорной С базам (рисунок 7, а). Размер А1 = 100-0,46 мм заготовки соответствует длине детали. При обработке снимают припуск на длине А2, при этом конструкторский размер АΔ= 60-0,2 мм должен получаться автоматически. Необходимо определить номинальное значение и предельные отклонения для технологического размера А2.
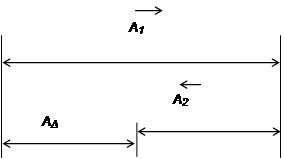
Составим трехзвенную размерную цепь А (рисунок 7, б). Размер, подлежащий выполнению, включим в нее в качестве замыкающего, т. е. А = 60-0,2 мм.
Из выражения АΔ = А1 – А2 следует, что А2 = А1 – АΔ= 100 – 60 = 40 мм. Допуск ТАΔ = ТА1 + ТА2, откуда ТА1 = ТАΔ – ТА2= 0,2 – 0,46 = — 0,26 мм.
Допуск отрицательной величиной быть не может. Примем А1 = 100-0,1мм, тогда ТА2 = 0,2 – 0,1 = 0,1 мм.
Далее определим предельные значения размера А2:
АΔmах = А1 тах – А2тin А2 тin = А1 тах – АΔ тах= 100 – 60 = 40 мм;
АΔmin = А1 тin – А2тах А2 тax = А1 тin – АΔ тin= 99,9 — 59,8 = 40,1 мм.
|
Из этих уравнений имеем А2= 40+0,1 мм. Заметим, что технологический размер А2получился с односторонним предельным отклонением +0,1 мм с полем допуска, направленным в тело детали, что удобно при настройке станка и в работе.
 |
|
|
|
а
б
Рисунок 7 – Схема обработки заготовки (а) и её размерная цепь (б)


