Правила выбора баз
Рисунок 5 – Схема образования погрешности закрепления
Погрешность положения заготовки возникает вследствие неточного изготовления приспособления, износа его элементов и неточности его установки Она является суммой векторных величин и может быть определена по формуле
 , (3)
, (3)
где εизг – погрешность изготовления;
εизн – величина износа приспособления;
εиндекс – неточность индексации, установки приспособления.
Погрешности εб, εз, εпп – являются векторными величинами. Они представляют собой поля рассеивания случайных величин и приближенно подчиняются закону нормального распределения. Тогда погрешность установки
 . (4)
. (4)
Правила выбора баз (рекомендации)
При выборе баз необходимо руководствоваться следующими правилами (принципами):
1 Поверхности должны быть ровные и чистые, без сварных швов, прибылей, литников и иметь достаточные размеры.
2 Если у заготовки все поверхности обрабатываются, то за базы следует принять поверхности с наименьшими припусками. Это позволит лучше “выкроить” деталь и избежать появления “чернот”.
3 На первых операциях желательно принять за базирующие необрабатываемые в дальнейшем поверхности с целью получения более правильного положения обработанных и необработанных поверхностей.
4 Заготовка должна удобно устанавливаться, подвергаться минимальным деформациям, время на установку должно быть наименьшим.
5 Повторная установка на черновую базу, как правило, не допускается.
6 В качестве технологических следует выбирать основные базы.
7 Следует соблюдать принцип “постоянства” баз.
8 Желательно измерительную базу использовать в качестве технологической базы, т. е. использовать принцип “совмещения баз”. В этом случае погрешность базирования равна нулю.
Следует отметить, что погрешность базирования равна нулю в следующих случаях:
— При совмещении технологических баз с конструкторскими;
— для размеров, получаемых мерным инструментом или блоком инструментов;
— для диаметральных размеров;
— при работе методом пробных промеров и рабочих ходов, т. е. когда настройка положения инструмента производится для каждой заготовки (случай работы на ненастроенном станке).
9 Выбранные базы должны обеспечивать простую и надежную конструкцию приспособления, удобство установки, крепления и снятия заготовки
Для уменьшения погрешности установки необходимо:
— выполнять правила выбора баз;
— применять одинаковый по твердости материал заготовок (для настроечной партии);
— соблюдать постоянство усилия зажима заготовки;
— применять вместо шаровых опор – плоские или с большим радиусом закругления;
— выбирать направление действия силы зажима против опоры или так, чтобы она не влияла на размер обработки;
— применять приспособления-спутники;
— повышать точность и жесткость приспособлений;
— повышать точность выполнения размеров технологических баз, уменьшать их шероховатость, правильно назначать размеры на чертежах.
Таблица 1
|
Порядок выбора баз |
Рекомендации по выбору баз |
Задачи, решаемые правильным выбором баз |
|
1 |
2 |
3 |
|
Выбор баз для завершающих операций техпроцесса |
1. При анализе чертежа найти поверхность относительно которых задано и наиболее строго лимитировано положение большинства других поверхностей и элементов. Как правило, именно эти поверхности и элементы, обозначенные на чертеже знаком, принимаются за базы |
1. Применение схемы установки, соответствующей положению детали в изделии в процессе эксплуатации, исключающей появление погрешности базирования и обеспечивающей выполнение конструкторских требований с наибольшей степенью приближения |
|
Выбор для первой операции |
1. Поверхности, остающиеся необработанными (черные поверхности) и связанные размерами с обработанными поверхностями, принимаются как базы на первой операции 2. Элементы, образующие базы на 1-ой операции 3. Поверхности, принимаемые в качестве баз должны иметь достаточные размеры, более высокую степень точности и наименьшую шероховатость 4. На поверхностях, принимаемых в качестве баз, не должны быть расположены прибыли, литники, швы 5. необработанные поверхности в качестве баз должны использоваться только один раз на первой операции |
1. Обеспечивается правильность взаимного расположения системы обработанных поверхностей детали относительно необработанных. 2. Подготавливаются базы для дальнейших операций 3. Обеспечиваются возможно малые и равномерные припуски |
|
Выбор баз для промежуточных операций |
Базы должны быть связаны с обрабатываемой поверхностью кратчайшей размерной цепью |
Подготовка баз для заключительных операций |
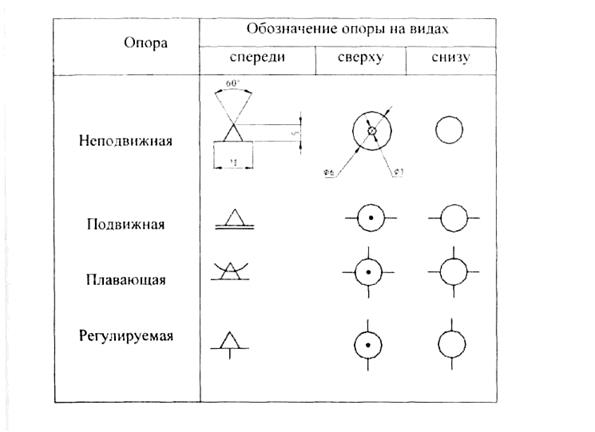
Конструктором выбирается также тип и место расположения зажимов. При разработке схемы установки используются условные обозначения по ГОСТ 3.1107 ”Графические обозначения опор, зажимов и установочных устройств”.
Схема базирования является техническим заданием на проектирование установочного приспособления. При этом на операционном эскизе на поверхностях и элементах заготовки могут указываться как опорные точки по ГОСТ 21495 , так и условные обозначения по ГОСТ 3.1107.
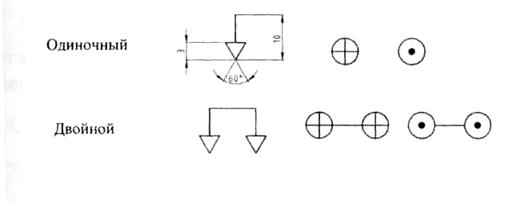
Основные условные обозначения опор по ГОСТ 3.1107
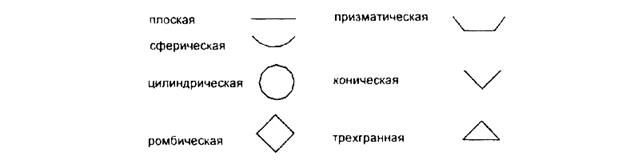
Условные обозначения формы рабочей поверхности опор и зажимов
|
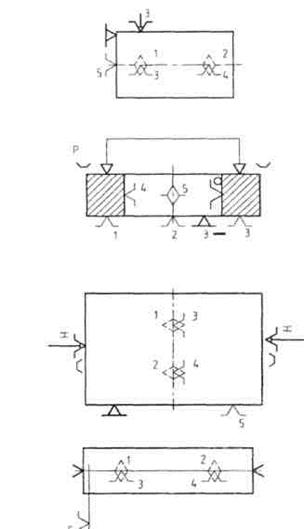
Условные обозначения устройств зажимов
Пневматические – Р; Гидравлические – Н; Электрические – Е; Магнитные – М; Электромагнитные – ЕМ.
|
|
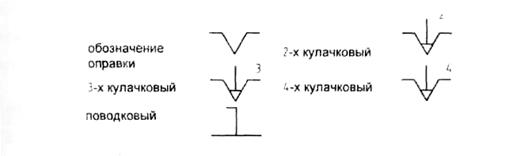
Условные обозначения зажимов
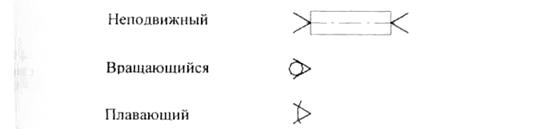
Условные обозначения центров
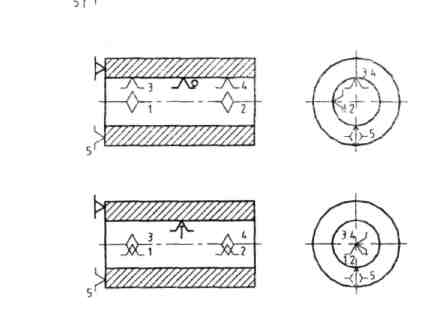
Некоторые примеры совмещенных схем базирования и установки приведём ниже нарисунках.
|
|
Основы теории размерных цепей
Назначение размерных цепей. При конструировании изделий, проектировании технологических процессов их изготовления, выборе средств и методов измерений возникает необходимость в проведении размерного анализа, с помощью которого достигается правильное соотношение взаимосвязанных размеров и определяются допустимые ошибки (допуски). Подобные геометрические расчеты выполняют с использованием теории размерных цепей. Применение теории размерных цепей в технологии машиностроения достаточно полно изложено в работах Б. С. Балакшина. Терминология и методы расчетов размерных цепей стандартизованы.
Расчет размерных цепей является необходимым этапом конструирования, производства и эксплуатации широкого класса изделий (механизмов, машин, приборов, аппаратов и т. п.). С помощью теории размерных цепей на практике решают следующие задачи:
— установление геометрических и кинематических связей между размерами деталей, расчет номинальных значений, отклонений и допусков размеров звеньев;
— расчет норм точности и разработка технических требований на машины и их составные части;