Теория базирования
ЛЕКЦИЯ № 3, 4, 5 – 6 часов
Тема 3: теория базирования. основы теории размерных цепей
План лекции:
— погрешность установки, базирование заготовок, правило 6 точек;
— погрешность базирования;
— правила выбора баз (рекомендации);
— условное обозначение опор и зажимов по ГОСТ 3.1107;
— изучение распространённых схем базирования и примеров разработки схем базирования по ГОСТ 21495 (самостоятельно)
— основы теории размерных цепей;
— расчёт размерных цепей.
Погрешность установки заготовки. Базирование заготовок. Виды баз
Перед обработкой заготовка должна быть установлена на станке в строго определенное положение. Отклонение фактически достигнутого положения заготовки или изделия при установке от требуемого называется – погрешностью установки. Она состоит из погрешности базирования, погрешности положения заготовки и погрешности её закрепления.
Для правильной надежной установки и закрепления заготовки необходимо и достаточно устранить шесть степеней свободы ее возможного перемещения, т. е. наложить шесть двусторонних геометрических связей (“правило 6 точек” или “золотое правило базирования”) (рисунок 1).
Стрелками и арабскими цифрами показаны устраняемые перемещения, положения двусторонних связей. Наложение этих связей достигается через соприкосновение поверхности заготовки с поверхностями приспособления и приложения сил и пар сил, т. е. обеспечения, так называемого, силового замыкания. Это обеспечивает неразрывный контакт заготовки с опорными элементами приспособления.
Базирование – это придание заготовке или изделию требуемого положения относительно выбранной системы координат, то есть это ориентирование заготовки.
База – это поверхность или выполняющее ту же функцию сочетание поверхностей, ось, точка, принадлежащая заготовке или изделию и используемая для базирования. Термины и определения по базированию и базам даны в ГОСТ 21495.
Комплект баз – совокупность трех баз, образующих систему координат заготовки или изделия (рисунок 1).
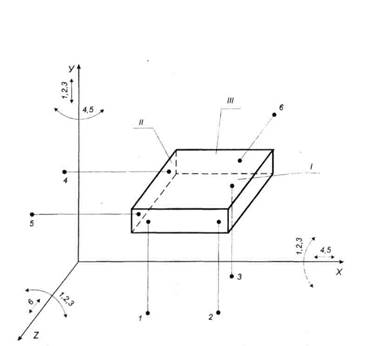
Рисунок 1 – Устранение шести степеней свободы наложением геометрических связей (комплект баз)
Базы подразделяются:
1. По назначению.
Конструкторская база – база, используемая для определения положения детали или сборочной единицы в изделии.
Основная база – конструкторская база, принадлежащая данной детали или сборочной единице и используемая для определения ее положения в изделии (рисунок 2, а).
Вспомогательная база – конструкторская база, принадлежащая данной детали или сборочной единице и используемая для определения положения присоединяемого к ним изделия (рисунок 2, б).
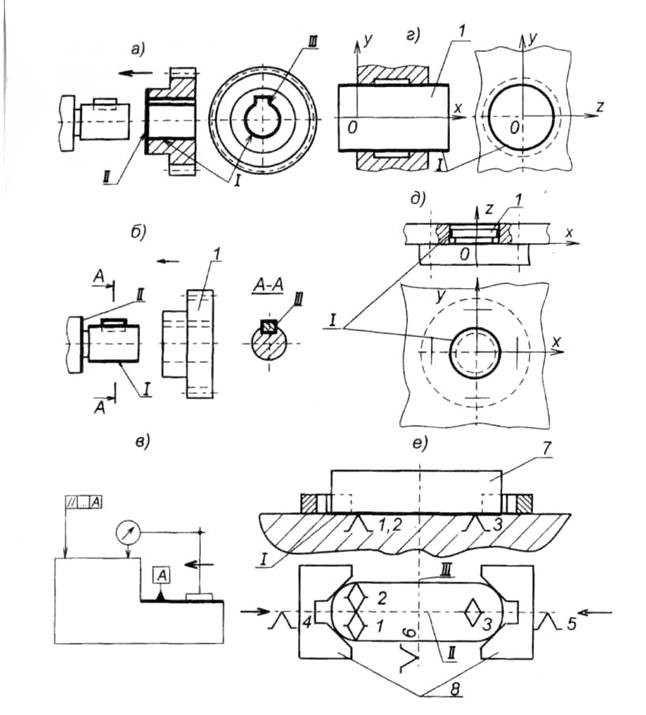
Рисунок 2 – Базы и их разновидности:
а) – комплект основных баз шестерни – I, II, III;
б) – комплект вспомогательных баз вала со шпонкой – I, II, III; 1 — присоединяемая деталь;
в) – измерительная база детали – А;
г) – двойная направляющая база детали – I;
д) – двойная опорная база детали, лишающая её перемещения вдоль осей Х и Y – I; 1 – деталь;
е) – установочная явная база заготовки – I; направляющая скрытая база заготовки –II; опорная скрытая база заготовки – III; 1…6 – опорные точки; 7 – заготовка; 8 – губки самоцентрирующих тисков.
Технологическая база – база, используемая для определения положения заготовки или изделия в процессе изготовления и или ремонта. На эту базу заготовка устанавливается при обработке.
Измерительная база – база, используемая для определения относительного положения заготовки или изделия и средств измерения. От нее производится измерение детали (рисунок 2, в).
2. По лишаемым степеням свободы.
Установочная база – база, лишающая заготовку или изделие трех степеней свободы – перемещения вдоль одной координатной оси и поворотов вокруг двух других осей – 1 (рисунок 2).
Направляющая база – база, лишающая заготовку или изделие двух степеней свободы – перемещения вдоль одной координатной оси и поворота вокруг другой оси – II.
Опорная база – база, лишающая заготовку или изделие одной степени свободы – перемещения вдоль одной координатной оси или поворота вокруг оси – III
Двойная направляющая база – база, лишающая заготовку или изделие четырех степеней свободы – перемещений вдоль двух координатных осей и поворотов вокруг них (рисунок 2, г).
Двойная опорная база – база, лишающая заготовку или изделие двух степеней свободы: перемещений вдоль двух координатных осей (рисунок 2, д).
3. По характеру проявления.
Скрытая база – база заготовки или изделия в виде воображаемой плоскости, оси или точки (рисунок 2, е; II и III)
Явная база – база заготовки или изделия в виде реальной поверхности, разметочной риски или точки пересечения рисок.
Схема базирования – схема расположения опорных точек на базах заготовки или изделия.
Различают три схемы базирования: призматического тела, длинного цилиндрического тела и короткого цилиндрического тела.
Все опорные точки на схеме базирования изображают условными знаками и нумеруют порядковыми номерами, начиная с базы, на которой располагается наибольшее количество опорных точек (рисунок 3).
Опорные точки показывают связь между поверхностью детали и выбранной системой координат.
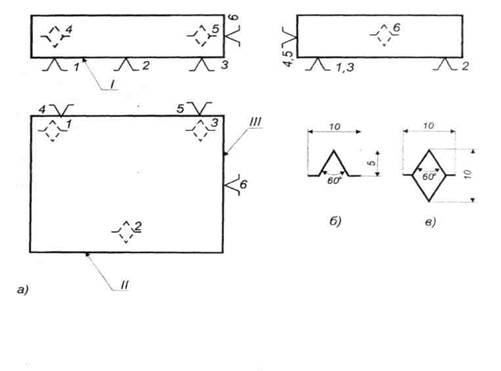
Рисунок 3– Базирование призматической детали:
а) – схема базирования; I, II, III – базы детали, 1…6 – опорные точки;
б), в) – условное изображение опорных точек на видах:
спереди и сбоку (б), сверху (в).
Известны следующие способы базирования заготовок:
— установка на станках с ЧПУ с оценкой фактического положения заготовки (от базы измерения) и автоматической регулировкой положения инструмента;
— выверка по необработанным и обработанным поверхностям (в единичном производстве, например, в четырехкулачковом патроне),
— выверка по разметке (точность 0.2 –0.5 мм; в единичном производстве проверка “выкраиваемости” детали),
— установка в приспособлении без выверки.
Погрешность базирования
В расчетах наибольшее внимание уделено определению и обеспечению точности заготовки при обработке на настроенном станке, т. е. при установленном на определенный, постоянный для рассматриваемого момента размер от инструмента до опорных поверхностей приспособления.
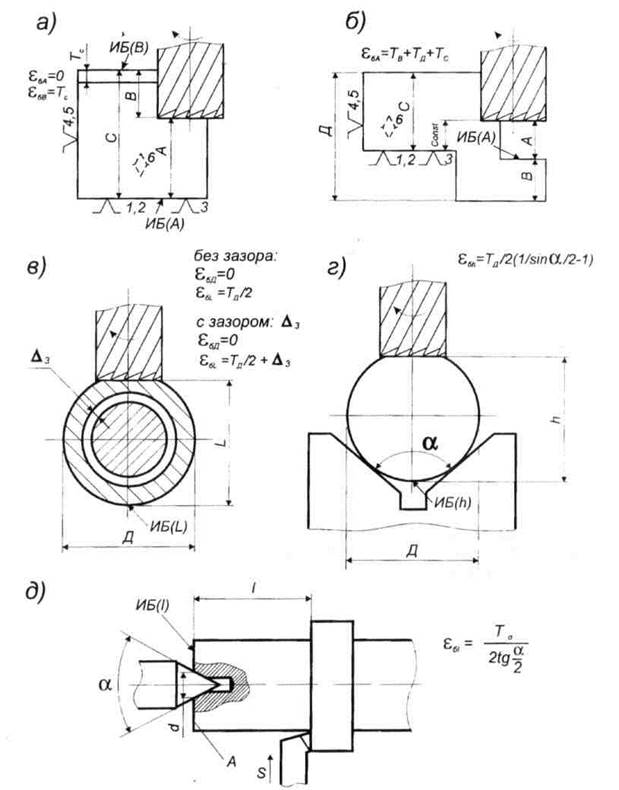
Рисунок 4– Погрешности базирования при различных схемах установки:
а), б) – на плоские поверхности;
в) – на оправку;
г) – в призме;
д) – в центрах.
Для облегчения получения необходимой точности желательно, чтобы технологическая и измерительная базы совпадали. Если такого совпадения нет, то возникает погрешность базирования (рисунок 4, a) εбА= 0; εбВ = ТС; ИБ(В), ИБ(А) – измерительные базы соответственно для размеров В и А, Тс – допуск на размер С.
Погрешность базированияεб – это отклонение фактически достигнутого положения заготовки или изделия при базировании от требуемого или разность предельных расстояний измерительной базы относительно установленного на размер инструмента. Погрешность базирования равна сумме допусков на все звенья размерной цепи, соединяющей технологическую базу с измерительной (рисунок 4, б).
В связи с этим при несовпадении измерительной и технологической базы приходится довольно часто производить перерасчет допусков на составляющие звенья размерной цепи детали.
На рисунке 4, в, г, д даны примеры определения погрешностей базирования для различных схем обработки. Так, при обработке на разжимной оправке или с зазором погрешность базирования для диаметральных размеров (εбD) равна нулю; при обработке лыски в размер L она равна:
на разжимной оправке εбL= ТD / 2 (1)
с зазором εбL=(ТD / 2) + ∆з (2)
где ТD – допуск на размер D;
ε3 – величина зазора на сторону.
При обработке в центрах (рисунок 4, д) для размера, погрешность базирования будет зависеть от точности зацентровки заготовки.
Если заготовку сцентрировать на плавающий центр с упором торцом А на неподвижную часть центра, то εб = 0.
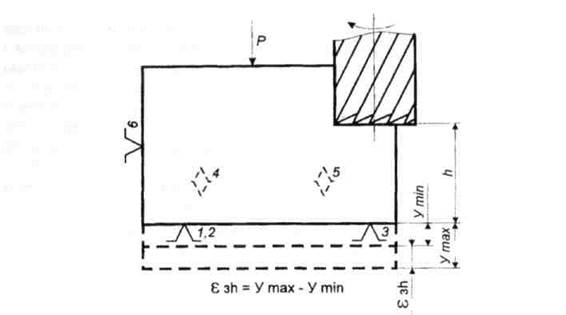
Погрешность закрепления возникает вследствие смещения заготовки под действием зажимных сил из-за непостоянства силы закрепления, неодинаковой твердости заготовок, неровностей на поверхностях заготовки и на опорах приспособления. Она равна разности между предельными величинами смещения у измерительной базы по направлению выполняемого размера (рисунок 5). Погрешность закрепления εз, берется из справочников или может быть рассчитана.